汽车零部件生产线结构设计_汽车零部件生产线
1.一般汽车生产线每生产一辆车下线需要多少时间
2.冲压线是什么
3.造车器是什么意思?
4.华友汽车零部件活好干吗

汽车零部件作为汽车工业发展的基础,是国家长期重点支持发展的产业。整体来看,目前我国汽车零部件市场前景广阔。
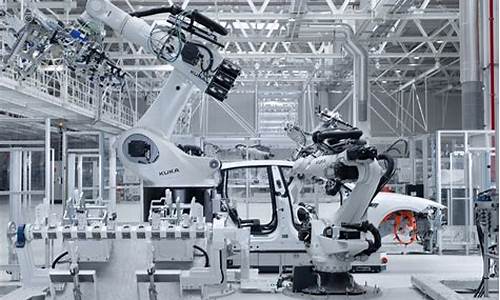
汽车整车制造四大工艺,汽车整车制造装备可分为冲压自动化生产线、车身焊接和装配自动化生产线、涂喷自动化生产线和整车装配自动化生产线四大生产线,国内汽车整车制造使用机器人来。
相比哪个更有前景,要综合考虑,个人更倾向于汽车行业产线自动化
一般汽车生产线每生产一辆车下线需要多少时间
生产线是以一定类型的零件组为对象组织的一种多品种生产组织形式。它拥有为完成这几种同类零件的加工任务所必需的机器设备,这些设备和工作地是按生产线上多数零件或者主要零件的工艺路线和工序劳动量比例来排列和配置的。生产线不象流水线那样严格按节拍进行生产,不能大量用专用高效设备和工具,不能保证工艺过程的高度连续性,但是它有较大的灵活性,能适应多品种生产的需要。
基本介绍 中文名 :生产线 外文名 :Production line 类型 :路线 来源 :英格兰北部 种类 :产品生产线和零部件生产线 历史由来,种类,生产线平衡,术语定义,意义,线平衡率,改善方法,柔性特点,自动化,发展趋势,技术依赖,相关产品, 历史由来 从前在英格兰北部的一个小镇里,有一个名叫艾薇的人开的鱼和油煎土豆片商店。在店里面,每位顾客需要排队才能点他(她)要的食物(比如油炸鳕鱼,油煎土豆片,豌豆糊,和一杯茶),然后每个顾客等著盘子装满后坐下来进餐。 艾薇店里的油煎土豆片是小镇中最好的,在每个集市日中午的时候,长长的队伍都会排出商店。所以当隔壁的木器店关门的时候,艾薇就把它租了.他们没办法再另外增加服务台了;艾薇的鳕鱼和伯特的油煎土豆片是店里面的主要卖点。但是后来他们想出了一个聪明的办法。他们把柜台加长,艾薇,伯特,狄俄尼索斯和玛丽站成一排。顾客进来的时候,艾薇先给他们一个盛着鱼的盘子,然后伯特给加上油煎土豆片,狄俄尼索斯再给盛上豌豆糊,最后玛丽倒茶并收钱。顾客们不停的走动;当一个顾客拿到豌豆糊的同时,他后面的已经拿到了油煎土豆片,再后面的一个已经拿到了鱼。一些穷苦的村民不吃豌豆糊-但这没关系,这些顾客也能从狄俄尼索斯那里得个笑脸。这样一来队伍变短了,不久以后,他们买下了对面的商店又增加了更多的餐位。这就是流水线。将那些具有重复性的工作分割成几个串列部分,使得工作能在工人们中间移动,每个熟练工人只需要依次的将他的那部分工作做好就可以了。虽然每个顾客等待服务的总时间没变,但是却有四个顾客能同时接受服务,这样在集市日的午餐时段里能够照顾过来的顾客数增加了三倍。 种类 生产线的种类,按范围大小分为产品生产线和零部件生产线,按节奏快慢分为流水生产线和非流水生产线,按自动化程度,分为自动化生产线和非自动化生产线。 生产线的主要产品或多数产品的工艺路线和工序劳动量比例,决定了一条生产线上拥有为完成某几种产品的加工任务所必需的机器设备,机器设备的排列和工作地的布置等。生产线具有较大的灵活性,能适应多品种生产的需要;在不能用流水生产的条件下,组织生产线是一种比较先进的生产组织形式;在产品品种规格较为复杂,零部件数目较多,每种产品产量不多,机器设备不足的企业里,用生产线能取得良好的经济效益。 生产线平衡 生产线平衡主要包括生产线平衡的相关定义、生产线平衡的意义、工艺平衡率的计算、生产线平衡的改善原则和方法。 术语定义 流程的“节拍 ”(Cycle time)是指连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间。换句话说,即指完成一个产品所需的平均时间。节拍通常只是用于定义一个流程中某一具体工序或环节的单位产出时间。如果产品必须是成批制作的,则节拍指两批产品之间的间隔时间。在流程设计中,如果预先给定了一个流程每天(或其它单位时间段)必须的产出,首先需要考虑的是流程的节拍。 而通常把一个流程中生产节拍最慢的环节叫做“瓶颈“(Bottleneck)。流程中存在的瓶颈不仅限制了一个流程的产出速度,而且影响了其它环节生产能力的发挥。更广义地讲,所谓瓶颈是指整个流程中制约产出的各种因素。例如,在有些情况下,可能利用的人力不足、原材料不能及时到位、某环节设备发生故障、信息流阻滞等,都有可能成为瓶颈。正如“瓶颈”的字面含义,一个瓶子瓶口大小决定着液体从中流出的速度,生产运作流程中的瓶颈则制约著整个流程的产出速度。瓶颈还有可能“漂移”,取决于在特定时间段内生产的产品或使用的人力和设备。因此在流程设计中和日后的日常生产运作中都需要引起足够的重视。 与节拍和瓶颈相关联的另一个概念是流程中的“空闲时间”(idle time)。空闲时间是指工作时间内没有执行有效工作任务的那段时间,可以指设备或人的时间。当一个流程中各个工序的节拍不一致时,瓶颈工序以外的其它工序就会产生空闲时间。 这就需要对生产工艺进行平衡。制造业的生产线多半是在进行了细分之后的多工序流水化连续作业生产线,此时由于分工作业,简化了作业难度,使作业熟练度容易提高,从而提高了作业效率。然而经过了这样的作业细分化之后,各工序的作业时间在理论上,现实上都不能完全相同,这就势必存在工序间节拍不一致出现瓶颈的现象。除了造成的无谓的工时损失外,还造成大量的工序堆积即存滞品发生。 产的中止。为了解决以上问题就必须对各工序的作业时间平均化,同时对作业进行标准化,以使生产线能顺畅活动。 “生产线工艺平衡”即是对生产的全部工序进行平均化,调整各作业负荷,以使各作业时间尽可能相近。是生产流程设计与作业标准化必须考虑的最重要的问题。生产线工艺平衡的目的是通过平衡生产线使用现场更加容易理解“一个流”的必要性及“小单元生产”(Cell production)的编制方法,它是一切新理论新方法的基础。 意义 1.提高作业员及设备工装的工作效率; 2.单件产品的工时消耗,降低成本(等同于提高人均产量) 3.减少工序的在制品,真正实现“一个流”; 4.在平衡的生产线基础上实现单元生产,提高生产应变能力,对应市场变化,实现柔性生产系统; 5.通过平衡生产线可以综合套用到程式分析、动作分析、规划(Layout)分析、搬运分析、时间分析等全部IE手法,提高全员综合素质。 线平衡率 要衡量工艺总平衡状态的好坏,我们必须设定一个定量值来表示,即生产线平衡率或平衡损失率,以百分率表示。 首先,要明确一点,虽然各工序的工序时间长短不同,但如前所述,决定生产线的作业周期的工序时间只有一个,即最长工序时间Pitch time,也就是说Pitch time等于节拍(cycle time)。另外一种计算方法同样可以得到cycle time,即由每小时平均产量,求得一个产品的CT(Q,每小时产量)。 1.生产线的平衡计算公式 平衡率=(各工序时间总和/(工位数*CT))*100=(∑ti/(工位数*CT))*100 2.生产线的平衡损失率计算公式 平衡损失率= 1- 平衡率 改善方法 平衡率改善的基本原则是通过调整工序的作业内容来使各工序作业时间接近或减少这一偏差。实施时可遵循以下方法: 1.首先应考虑对瓶颈工序进行作业改善,作业改善的方法,可参照程式分析的改善方法及动作分析、工装自动化等IE方法与手段; 2.将瓶颈工序的作业内容分担给其它工序; 3.增加各作业员,只要平衡率提高了,人均产量就等于提高了,单位产品成本也随之下降; 4.合并相关工序,重新排布生产工序,相对来讲在作业内容较多的情况下容易拉平衡; 5.分解作业时间较短的工序,把该工序安排到其它工序当中去。生产线平衡指南主要包括生产线平衡的相关定义、生产线平衡的意义、工艺平衡率的计算、生产线平衡的改善原则和方法。 总结来说,可以归纳为"删除,合并,简化,重排";删除多余的作业,合并长短工序再平均,通过设备或工治具简化复杂的操作,重新排生产工艺流程; 柔性特点 柔性生产线主要是为了适应当今市场订单的多品种、小批量,生产换线频繁,柔性生产线的灵活性,积木式组合结构,能在最短的时间内适应产品变型过程,让生产及时恢复。产品广泛套用在汽车工业、电子制造业、通讯产业、生物工程、制药业、军工业、各种化工、精密五金等多样化的生产环节。 模组化 :线棒产品可随意拼装、连线、积木式组合结构,方便重组柔性:结构简单,拆装方便能发挥个人创意,绝对能满足现代企业常品多样化制造。 简单化 :工作台的使用空间小,库存的力很大,对接单量的中小企业有很大的帮助。 人力化 :柔性工作台的能让几个人的工位为一个人做好,完成的时间更快。 环保型 :加工过程省掉打磨、焊接、表面处理,而且每个都可以循环再利用,杜绝浪费面板可选木板,(PVC板,表面可选防静电胶皮。防静电防火板,不锈钢等)或滑轨式工装板。 柔性生产线又名生产流水线,生产线程式线、精益管生产线、线棒生产线! 自动化 生产线的自动化有以下步骤: 1.先确定节拍时间:不论何种制品,皆在其必须完成的恰好时间内制造。 2.单位流程:只针对一项产品,进行单位配件的搬运、装配、加工及素材的领取。 3.先导器:制作以目视即能了解节拍时间的装置。 4.U字型生产线:将设备依工程顺序逆时针排列,并由一人负责出口及入口。 5.AB控制:只有当后工程无产品,而前工程有产品的情形,才进行工程。 6.灯号:传达生产线流程中产品异状的装置。 7.后工程领取:生产线的产品要因应后工程的需求。 发展趋势 ①继续向大型化发展。大型化包括大输送能力、大单机长度和大输送倾角等几个方面。水力输送装置的长度已达 440公里以上。带式输送机的单机长度已近15公里,并已出现由若干台组成联系甲乙两地的"带式输送道"。不少国家正在探索长距离、大运量连续输送物料的更完善的输送机结构。②扩大输送机的使用范围。发展能在高温、低温条件下、有腐蚀性、放射性、易燃性物质的环境中工作的,以及能输送炽热、易爆、易结团、粘性的物料的输送机。③使输送机的构造满足物料搬运系统自动化控制对单机提出的要求。如邮局所用的自动分拣包裹的小车式输送机应能满足分拣动作的要求等。④降低能量消耗以节约能源,已成为输送技术领域内科研工作的一个重要方面。已将1吨物料输送1公里所消耗的能量作为输送机选型的重要指标之一。⑤减少各种输送机在作业时所产生的粉尘、噪声和排放的废气。 技术依赖 我国生产线公司以高质量、低价位、优服务吸引了广大新老客户。但是在我国生产线工业快速发展的背后,触目惊心的是大量技术含量高的成套设备仍依靠进口,每年大量的外汇用于进口成套的高端设备。如塑胶薄膜双向拉伸设备,一条生产线就近1亿元,从上世纪70年代开始引进,到目前为止,国内相继进口此类生产线110条。除此之外,还有产品业大量使用的无菌薯片生产线食品包装盒、灌装设备几乎都为瑞典利乐公司一家提供。业内专家认为,我国生产线食品包装机械对国外高端技术的过度依赖,已经严重制约了我国生产线工业持续、稳定发展。 相关产品 PVC (PE) 多孔管因其截面成梅花状,这个其实也是塑胶机械的一种。因此又称梅花管或蜂窝管。因其独特的多孔连体结构,具有较强的耐冲击性、抗压性、高韧性,且实现线管屏障隔离等特性,还具有施工简单、穿缆快、施工环境适应性强、降低工程投资等特点。现已广泛套用于电信、电力及广电部门电缆、光缆铺设等多种领域。冲压线是什么
1、这由生产线的自动化程度和工位设置决定,这两项决定了生产节拍。
2、目前国内最快的生产线是上汽通用武汉工厂生产线,保持着1分钟生产1辆别克英朗汽车的速度。该厂从生产线上第一块汽车钢板焊接到生产50万辆汽车下线,用时不过19个月,创造了中国汽车工厂单厂量产的最快纪录。
扩展资料:
汽车生产线为生产汽车流水作业生产线。其作业线工序有焊接、冲压、涂装、动力总成等。使得汽车生产厂家提高了自动化水平。
第十二届中国国际机床展览会2011年4月11日至16日在新国展举行。在本次展会中,国内机床企业将展出为汽车行业开发的十余条柔性生产线,中国装备制造企业在汽车生产线领域实现了“零的突破”,成为本届展会值得期待的一大亮点。
据中国机床工具工业协会有关负责人介绍,我国已连续两年成为全球最大的汽车生产国,汽车生产线作为高端装备,拥有巨大的国内市场。中国机床企业成功研发出具有自主知识产权的汽车生产线,不仅是机床行业的突破,对中国车企而言,也是一个利好。?
参考资料:
造车器是什么意思?
冲压线介绍
冲压是汽车生产的主要工艺,冲压生产线虽然没有像汽车产品那样不断的推陈出新,但是,也从来没有停止过前进的脚步。为高效、安全、高质量的冲压生产汽车零部件,自动化冲压生产线在汽车生产的规模达到一定程度以后,已经是一种必然的选择。
落料线属于冲压线,,冲压线简单点就是冲压生产流水线,,,对薄板金属加工就是冲压。
华友汽车零部件活好干吗
造车器是制造汽车的设备和机器,也称为汽车生产线。在现代工业中,制造汽车不仅需要人工,还需要先进的技术和机器。造车器就是汽车生产过程中的关键设备,它可以将零部件按照一定的顺序和方式进行组装,最终生成一辆完整的汽车。造车器不仅大大提高了汽车生产的效率,还保证了汽车质量的稳定性和一致性。
造车器在汽车工业中的重要性
造车器的出现,标志着汽车工业从传统手工生产向现代高效自动生产方式的转型。在汽车生产过程中,各种车身、零部件和物料可以在细分的装配过程中分别组装。造车器通过机器人和自动化设备的运作,不仅提高了汽车生产效率,还降低了人力成本,同时还可提高工作质量和安全性。造车器的广泛应用,也加快了汽车行业的发展和竞争,促进了智能制造技术的创新和应用。
未来,在智能制造和智慧工厂的大背景下,造车器正朝着更加智能、高效、集成的方向发展。自动、智能化的汽车生产线,可在一定程度上提高生产效率和降低成本,同时实现更精准、更快捷的生产过程。基于物联网和大数据技术的智慧工厂将为汽车制造业提供更精细、更柔性的生产模式,造车器也将会发挥越来越重要的作用。未来造车器也将会更加强调可持续性,自然环境的保护和降低能耗及废弃物的产生也将成为造车器设计与制造的重要考虑。
好干。
1、华友汽车零部件公司引进了先进的生产技术和设备,能够高效地完成各种复杂的车身零部件制造任务。这使得生产效率高,生产周期短。
2、华友汽车零部件公司的生产线自动化程度较高,许多工序都由机器自动完成,减少了人工操作,降低了劳动强度。这使得生产过程中的人为因素影响较小,产品质量更加稳定,即华友汽车零部件活好干。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。